
明确压铸缺陷,对症下药
Category: 行业资讯
Date: 2018-03-12
Click: 1010
解决压铸缺陷,犹如至医院就医,需先明确病症,然后对症下药,最后方能药到病除。同理,压铸亦是如此,我们压铸人应在提出改善方案和解决缺陷之前,先明确压铸缺陷类型。据以往长期积累的经验,我们将压铸缺陷分为有气孔,缩孔,充型不良,起皮,夹渣等等,然后根据不同的缺陷类型提出对应的改善方案。但上述之中的一个缺陷却是百变的角色——充型不良。充型不良可引起气孔,缩孔,起皮,夹渣等大部分的问题。所以像气孔和缩孔都可以区分为结构类气孔,充填不良类气孔,结构性缩孔,充填不良类缩孔,其分别有各自的成因,所以亦有各自的对应之策。
图1-b所示,结构性缩孔往往为产品局部位置厚大,凝固时间相对较长,形成热节导致缩孔;
图1-c所示,由于产品结构的变化,金属液充型时不能全部占满整个空间,从而导致憋气,最后被挤压,形成高气压,产生结构性气孔;
图1-d所示,随着压力的加大,产品结构组织呈精细化。但在高压压铸中,如果充型能量下降,充型区域困难,则会呈现结构致密度粗大,从而形成由充型不良引起的气孔,缩孔(红线标示)或其它缺陷。

同时,上述所讲,也反映出了另外的一个问题,也是压铸人和产品设计人长期争执不下的话题——这个压铸缺陷到底是模具设计问题,还是产品结构设计问题。在明确了压铸缺陷后,我们首先要检查和解决的就是基于现在的压铸方案,还有没有充型不良的区域,充填的死角(因结构限制,以产品重点区域优先考虑),如果有,就是压铸方案设计的问题,如果产品重点位置都得到高压,高速,大流量,高动能的充型,在这之后,如还有问题,那么就是产品结构设计问题。
基于此,我们压铸人在日后的检查和明细压铸缺陷的顺序和情况应为——无论缺陷呈现何种视觉效果,我们都应首先检查是不是因充型不良引起的缺陷,既充型的死角,末端,充型能量最低的位置。此番检查完成后,确认没有此风险后,其次在继续核查是否为结构性气孔,结构性缩孔或等其它类型缺陷。上述程序结束后,我们也就检查出了到底是压射方案设计问题还是产品结构设计问题。
我们通过下面的一个案例来观察和学习,迈格码模拟软件如何帮助我们压铸人鉴别缺陷类型,提出改善方案,并最终解决缺陷问题。
1、产品缺陷
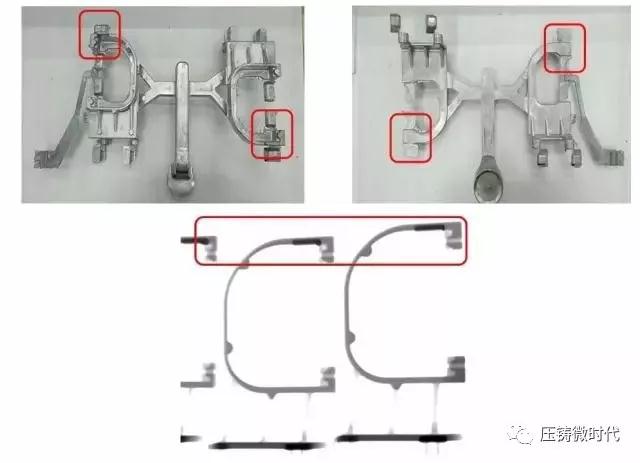
产品经过生产试制后,检测发现在红色线框标示位置有孔类缺陷(图2所示),质量不合格。
2、确认缺陷类型
迈格码拥有全面丰富的模拟结果,可以让用户从多角度多方面了解压铸缺陷类型。
图3模拟结果为充型不良模拟结果,其表示产品实际缺陷位置有充型不良的风险。
图4-a模拟结果为结构性气孔模拟结果,其表示产品实际缺陷位置有气孔风险。
图4-b模拟结果为结构性缩孔模拟结果,其表示产品实际缺陷位置有缩孔风险。
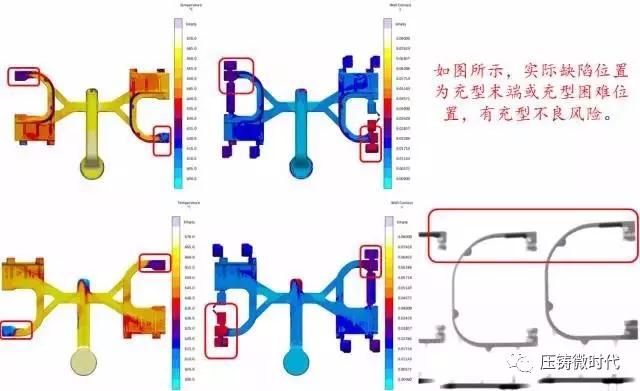

图3 充填不良模拟结果与缺陷对比图
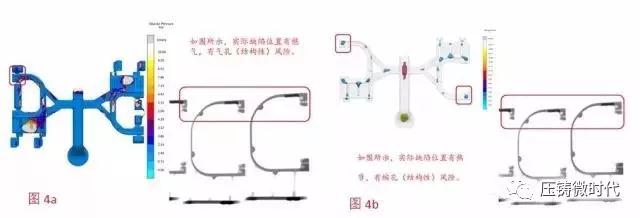
图4 结构性气孔和结构性缩孔与缺陷对比图
以上模拟结果显示产品实际缺陷位置同时存在三种缺陷风险,结合前面所讲检查压铸缺陷的顺序,我们应先把重点放在充型不良上,对其形成原因进行分析。
3、分析缺陷原因
图5a模拟结果的亮色区域为压铸时充型的主填充通道,结合图5b的粒子流态,我们可以看到产品实际缺陷位置金属液无法直接对其充型,为最后充型包卷的末端位置。
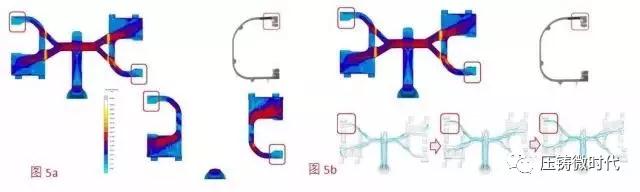
图5 主充型通道分析图
4、改善方案
针对以上的分析,改善方向主要有两个思路,分别为短期的改善思路(图6a所示)和长期的改善思路(图6b所示)。短期方面来讲,提升压射速度,提前告诉切换位置,虽然缺陷位置还是没有得到金属液的最直接充型,但是伴随着速度的提升,充型能量和流量得到增强,从而缺陷得到改善。但是长时间的高压高速不是长久之计,所以从长期方面来讲,应调整浇注系统,引导金属液直接对缺陷位置进行充型。
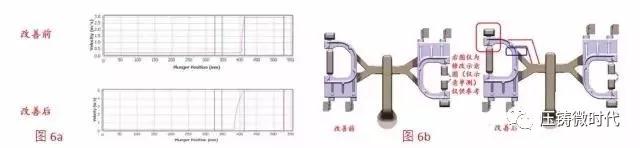
图6 改善思路图
5、改善后模拟对比
针对以上的分析,先调整压射速度再进行模拟。图7a和图7b模拟对比显示,压射速度提升后,缺陷位置得到明显改善。图7c显示在压射速度提升后,充填体积不变,但充型时间和充型流量得到很大提升。但图7d显示充型速度虽然得到提升,但主充型通道基本没有改变,所以从长期角度来看,还是需要调整浇注系统。
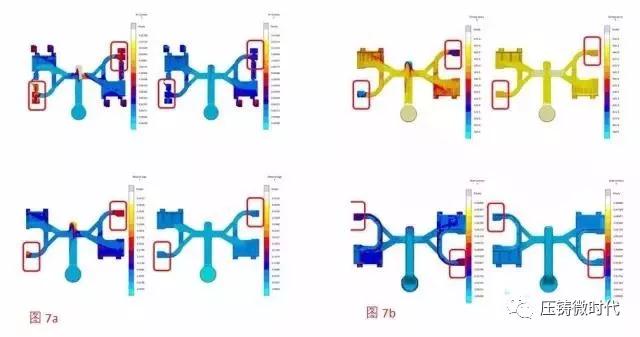
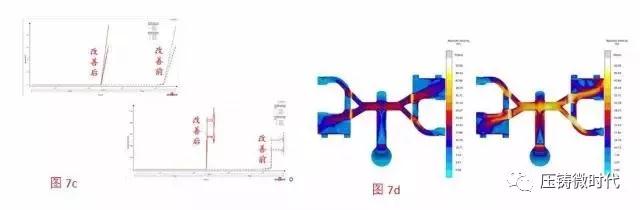
图7 改善前后模拟结果对比图
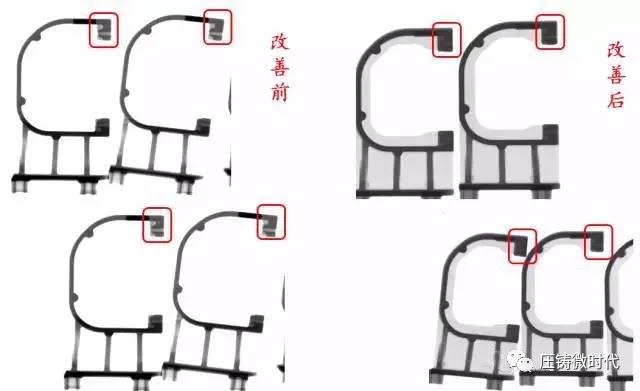
6、实际验证
根据模拟思路对实际进行改善和生产,对压铸出的产品做内部质量检测,检测结果显示产品缺陷位置得到改善(如图8所示)。
7、结论
1、改善问题之前,首先需要确认缺陷的类型,是结构性的,还是充型类的,不同的类型对应不同的改善方案,改善顺序应先把充型类的缺陷放在首要改善位置;
2、针对结构性气孔,其改善思路有降低压射速度(半固态思路),延后高速切换位置,使金属液慢速填充,从而把气体排挤出型腔,或者增加排气,加强气体排出;
3、针对结构性缩孔,其改善思路有冷却,改善结构,增加增压压力(配合路径),局部挤压等;
4、针对充型不良引起的缺陷,其改善思路有提升速度,加大流量,加强充型,或找出充型困难区域,引浇道对其加强充型(气体打散),亦或是优化结构,例如斜度,倒角,筋条等辅助加强充型。
Previous: No information found